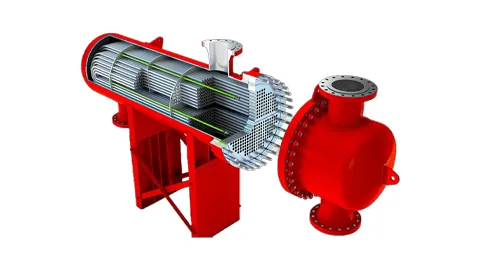
Shell and Tube Heat Exchangers
Shell and tube heat exchangers, which are among the indispensable heat transfer equipment in industrial facilities, are highly efficient systems that enable effective heat transfer between two fluids at different temperatures.

Shell and Tube Heat Exchangers


One of the most important features of shell and tube heat exchangers is their flexible design structure. The tube diameter, number, and arrangement can be customized according to customer needs, thereby providing optimal solutions for all kinds of process requirements. Thanks to their modular structure, maintenance and cleaning procedures can be easily carried out, offering businesses the advantage of low maintenance costs in the long term.
The primary reasons for preferring shell and tube heat exchangers in industrial facilities include their proven technology, high performance, and reliability. Advantages such as cost-effectiveness, easy maintenance, and long service life make these systems an ideal solution for industrial heat transfer applications. With regular maintenance and proper operating conditions, shell and tube heat exchangers can continue to operate efficiently for many years.
Shell and Tube Heat Exchangers Get a Quote
Contact us for more details about the product, solutions and services.
- Share your full name, company, and contact details to receive a fast response for this product category.
- The category and page context are added to the message so your request reaches the relevant sales team.
- You can contact our team directly for product selection, technical details, quotation, and application scope.
Requests submitted from this category page Shell and Tube Heat Exchangers are delivered together with the page title.